Get quote
Get Free Consultation!
We are ready to answer right now! Sign up for a free consultation.
I consent to the processing of personal data and agree with the user agreement and privacy policy

I. Cold Chain Logistics Special Packaging Series (3 Products)
This series of products is specially designed for low-temperature environments, suitable for scenarios such as food preservation and pharmaceutical cold chain transportation. It can effectively ensure packaging stability and product safety in low-temperature environments.
1. Low-Temperature Stretch Film
Application Areas: Refrigerated food transportation, pharmaceutical cold chain packaging, fresh food distribution
Core Advantages: Excellent low-temperature toughness, not easy to break in sub-zero environments
High viscosity design, ensuring tight packaging without loosening
Outstanding anti-fog property, facilitating the inspection of product status inside the package
High-transparency material, providing strong product visibility
2. Frozen Anti-Curling Stretch Film
Application Areas: Deep-frozen food packaging, pharmaceutical frozen transportation, low-temperature warehousing
Core Advantages: Super strong low-temperature toughness, withstanding extreme low-temperature environments
Excellent heat-sealing performance, ensuring good sealing effect
Strong puncture resistance, resisting friction and collision during transportation
Anti-curling design, enabling more convenient and quick use
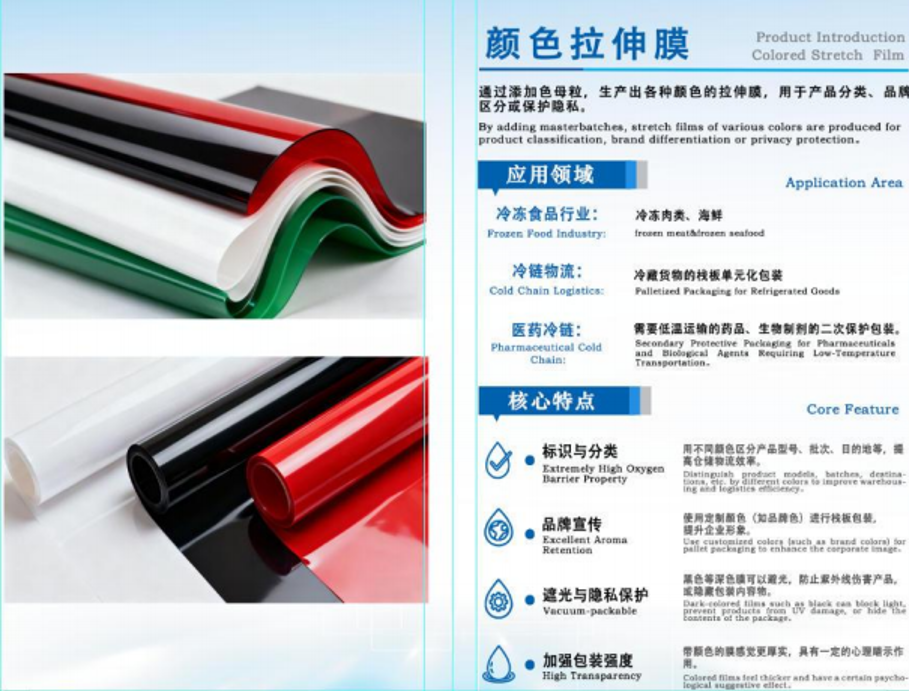
3. Colored Stretch Film
Application Areas: Classified cold chain management, private product packaging, special food identification
Core Advantages: Color identification function, facilitating product classification and management
Light-shielding protection, suitable for products sensitive to light
Enhanced packaging thickness, improving protective performance
Privacy protection, preventing the leakage of product information


II. High Barrier Protection Packaging Series (2 Products)
This series of products focuses on barrier performance, suitable for the packaging of high-end products sensitive to oxygen and moisture, and can effectively extend the shelf life of products.
1. EVOH High Barrier Stretch Film
Application Areas: High-end food packaging, pharmaceutical product packaging, electronic component protection, chemical product packaging
Core Advantages: Extremely high oxygen barrier property, effectively preventing product oxidation and deterioration
Support for vacuum packaging, extending product shelf life
High-transparency material, without affecting the product display effect
Suitable for multiple fields, with high cost-effectiveness
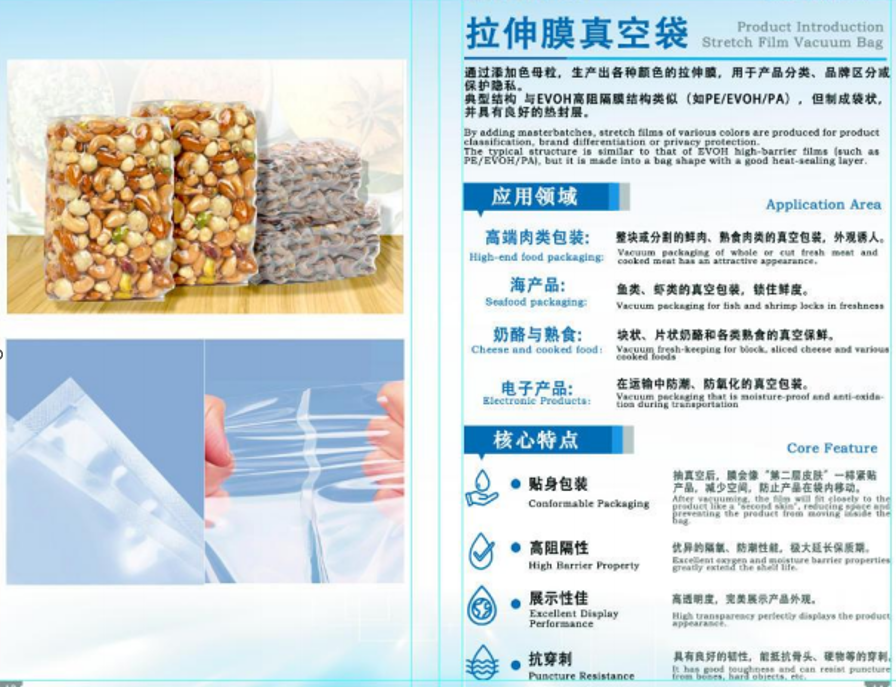
2. Stretch Film Vacuum Bag
Application Areas: High-end meat packaging, seafood preservation, cheese and cooked food storage, precision electronic product protection
Core Advantages: Close-fitting packaging design, reducing packaging space
High barrier performance, isolating oxygen and moisture
Excellent display property, enhancing product grade
Good puncture resistance, protecting product integrity

III. Industrial General Packaging Series (1 Product)
This series of products focuses on practicality and economy in industrial scenarios to meet large-scale packaging needs.
1. PEPA Composite Recycled Film
Application Areas: Industrial product packaging, construction site material covering, large-scale equipment dust prevention, warehousing moisture prevention
Core Advantages: Efficient dust prevention, protecting product cleanliness
Good moisture-proof performance, adapting to different environments
Good cost economy, suitable for large-scale use
Composite material, with strong durability
We are ready to answer right now! Sign up for a free consultation.
I consent to the processing of personal data and agree with the user agreement and privacy policy